Связаться с нами
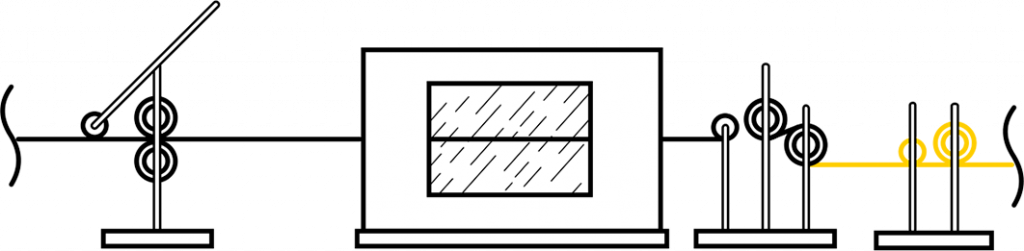
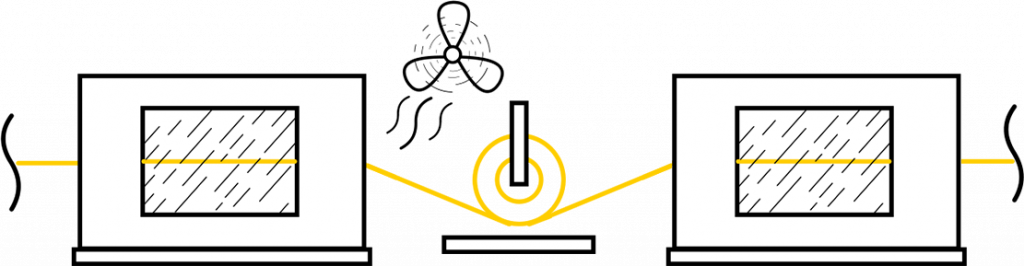
BSK Steel – это современный завод, специализирующийся на изготовлении тонколистовой стали с полимерным покрытием. Высокоточное импортное оборудование, полный цикл производственного процесса, а также премиальное качество материалов, взятых за основу готовой продукции, позволяют нам занимать устойчивые позиции на рынке.
Тонколистовая сталь с полимерным покрытием от BSK Steel – товар, широко используемый в таких крупных производственных отраслях, как машино и судостроение, тяжелая промышленность, а также сельское хозяйство.